

Introduction
Bringing ethanol into the terminal for gasoline blending is not new. Reno, Phoenix and sites in the Pacific Northwest have been handling it for several years. Terminals in the Midwest are very familiar with ethanol in the "Neat" 100% form and many different blend ratios.
However, what is different is the source of the future ethanol products. Remember, not all ethanol is created or handled equally. This difference can cause great product quality concerns, accounting/balance issues, and good regulatory control, for record keeping.
However, what is different is the source of the future ethanol products. Remember, not all ethanol is created or handled equally. This difference can cause great product quality concerns, accounting/balance issues, and good regulatory control, for record keeping.
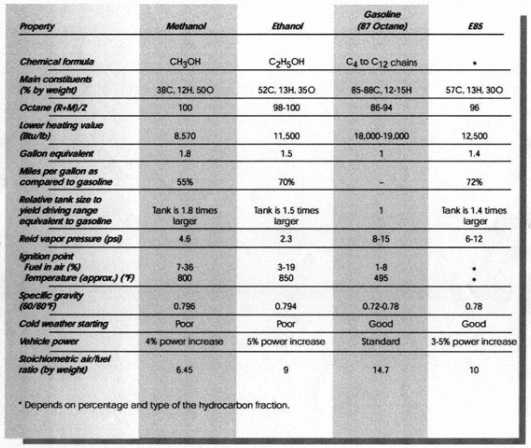
Figure 1
This chart shows the comparison of the different fuel properties. But note the difference between E85 and ethanol does not show the denaturant or what percentage was used, if any, in this study, or what the maximum water content is allowable to obtain this result when ethanol C2H50H is used.
APPENDIX B: Specifications for Fuel Ethanol Ed75-Ed85) as Dispensed to Vehicles (Purged or Unpurged Dispenser)
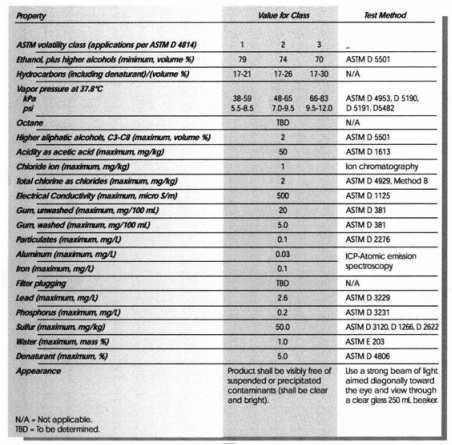
Figure 2
AAMA specifications seem to answer these questions. This chart shows hydrocarbons (including denaturant) / (volume %) with an open N/A test method while it shows the denaturant maximum, % to be 5.0- meeting ASTMD 4806. This chart does not call out the "specific hydrocarbon" used as the denaturant and could result in "off spec" blended product if Transmix at 5% by volume is used. You could be introducing an unknown, High/Lo Sulfur Diesel, Red Dye, Jet, assorted gasolines?
APPENDIX E: Method to Determine the Total Hydrocarbon Content of Alcohol Fuel
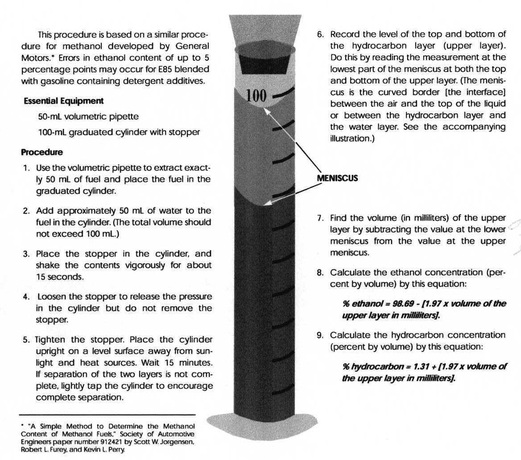
Figure 3
The common test method to determine the total hydrocarbon content of alcohol fuel is explained here and can be achieved on a "batch" basis by the manufacturer of ethanol and supplied with the delivery to insure the hydrocarbon volume, but someone must require this test.
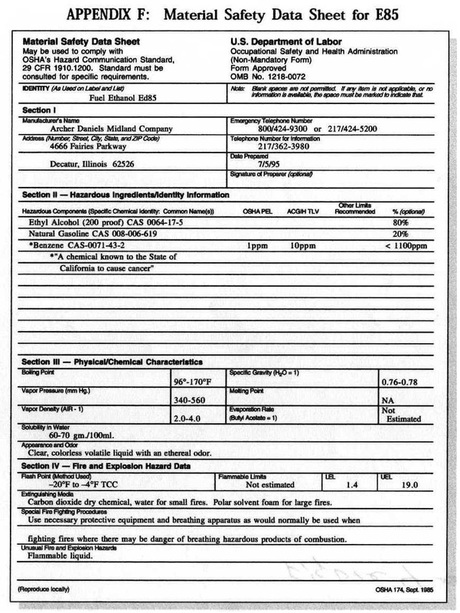
Figure 4
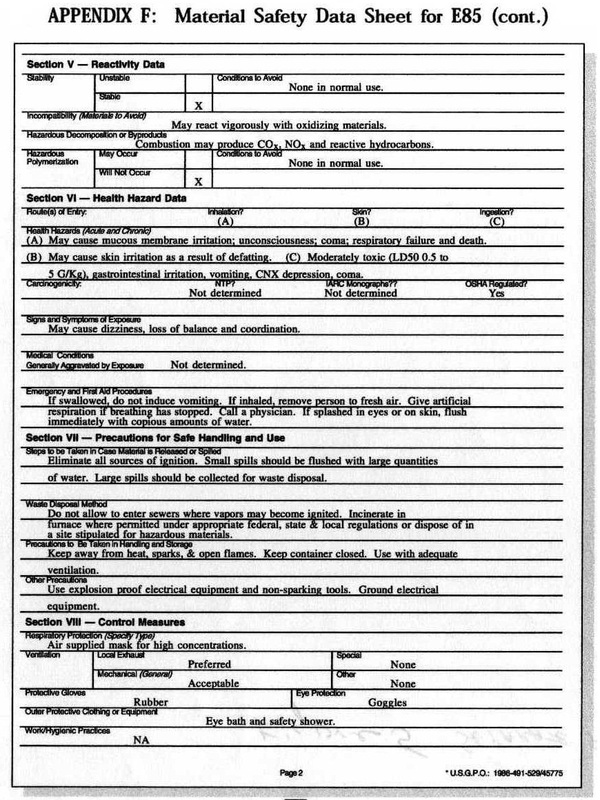
Figure 5
Figures 4 and 5 are typical Material Safety Data sheets for a Blended Ethanol Product E85. Note manufacturer's name, product identity, with a hazardous ingredient breakdown.
Note: Ethyl Alcohol (200 proof) CAS 0064-17-5 80%
Natural Gasoline CAS008-006-619 20%
Also note above the % (optional) is shown. This could cause you some record keeping problems if you are receiving your ethanol product from different sources and need to verify before off-load. They are several similar products produced.
Another point to monitor are the physical/chemical characteristics. Look at the ranges for vapor pressure (mmHg) 340-560; vapor density (air-1) 2.0 – 4.0; specific gravity (H20=1) 0.76 – 0.78.
This is a pre-blended MSDS sheet, but it must be a recognized format consistent to your facility to have a quality control point of receipt and should be required by your contract to your supplier.
This type of data has been utilized in handling the ADM oxygenate (ethanol) in all blend sites until now, with little problem once the difference in vapor properties and inventory accounting were addressed. Remember, ethanol needs a different fire protection foam than typically used at gasoline terminals.
Note: Ethyl Alcohol (200 proof) CAS 0064-17-5 80%
Natural Gasoline CAS008-006-619 20%
Also note above the % (optional) is shown. This could cause you some record keeping problems if you are receiving your ethanol product from different sources and need to verify before off-load. They are several similar products produced.
Another point to monitor are the physical/chemical characteristics. Look at the ranges for vapor pressure (mmHg) 340-560; vapor density (air-1) 2.0 – 4.0; specific gravity (H20=1) 0.76 – 0.78.
This is a pre-blended MSDS sheet, but it must be a recognized format consistent to your facility to have a quality control point of receipt and should be required by your contract to your supplier.
This type of data has been utilized in handling the ADM oxygenate (ethanol) in all blend sites until now, with little problem once the difference in vapor properties and inventory accounting were addressed. Remember, ethanol needs a different fire protection foam than typically used at gasoline terminals.
NEW MANUFACTURERS SUPPLYING ETHANOL
Now we have new manufacturers poised to supply the increasing ethanol blending demand with a whole new set of issues and problems to be addressed.
With demand increasing, a new cottage industry is springing up and flourishes in California, with anticipated growth across the entire country. These small suppliers are being included in this supply chain, but are new to this field and are in great need of specific manufacturing criteria as demanded by the gasoline industry.
There are manufacturers with out-of-date beer, wine, fruit drinks, selling to small distillers who in turn make an alcohol product. Cheese producers turning waste into alcohol and many breweries looking at their waste usually for animal feed as another profit center. The California environmental groups love the idea of using more of the harvest waste as another money maker for the co-ops and supporting the reduction of burns to the fields for air pollution issues. The agricultural co-ops have expressed an interest in blending their own fuels from alcohol as a renewable fuel source helping to stabilize their fuel costs.
Now the downside, with all of this frenzy to get into this market, we are seeing the issues of product (alcohol) quality being overlooked. Often a customer, not familiar with the differences, will choose a simple water meter with an accuracy of approximately 5-10% for the alcohol measurement. They than take the same meter and denature at 5% of the original alcohol volume with a hydrocarbon, not realizing again that the 5-10% water meter is not accurate enough or that it needs to be calibrated on a regular basis to insure repeatability.
Another issue is WHAT they denature with. I have received several calls from people thinking any hydrocarbon was okay, i.e., Transmix, diesel, or any other would do the job. They were surprised to find out the "poisoning" with denaturant was a critical issue in the compatibility of the ethanol once blended to the gasoline quality standard.
With demand increasing, a new cottage industry is springing up and flourishes in California, with anticipated growth across the entire country. These small suppliers are being included in this supply chain, but are new to this field and are in great need of specific manufacturing criteria as demanded by the gasoline industry.
There are manufacturers with out-of-date beer, wine, fruit drinks, selling to small distillers who in turn make an alcohol product. Cheese producers turning waste into alcohol and many breweries looking at their waste usually for animal feed as another profit center. The California environmental groups love the idea of using more of the harvest waste as another money maker for the co-ops and supporting the reduction of burns to the fields for air pollution issues. The agricultural co-ops have expressed an interest in blending their own fuels from alcohol as a renewable fuel source helping to stabilize their fuel costs.
Now the downside, with all of this frenzy to get into this market, we are seeing the issues of product (alcohol) quality being overlooked. Often a customer, not familiar with the differences, will choose a simple water meter with an accuracy of approximately 5-10% for the alcohol measurement. They than take the same meter and denature at 5% of the original alcohol volume with a hydrocarbon, not realizing again that the 5-10% water meter is not accurate enough or that it needs to be calibrated on a regular basis to insure repeatability.
Another issue is WHAT they denature with. I have received several calls from people thinking any hydrocarbon was okay, i.e., Transmix, diesel, or any other would do the job. They were surprised to find out the "poisoning" with denaturant was a critical issue in the compatibility of the ethanol once blended to the gasoline quality standard.
Manufacturers Reference and Guidance
TABLE 7
FOR SPIRITUOUS LIQUOR
Most of these manufactures are producing a "Spirituous Liquor." This alcohol is monitored by the Alcohol, Tobacco and Firearms Bureau (ATFB) and the National Bureau of Standards in which everything is rated on the proof.
The following Table 7 is used as the correction of volume of these liquors to 60°F. This is in the "pure" state on 200 proof. Like the previous ADM chart, you will see at 1.000 at 60°F with .989 at 78°F correction, a typical choice. However, what you do not see is a table for the product once de-natured or any reference to clarity or potential suspended solids for quality.
If your ethanol supplier is using this chart and looking at the percentage by "proof" for the correction factor on denatured product, he is starting out with a process problem. That 5-10% inaccurate non-custody transfer meter limits his accuracy and compounds. The error as this meters repeatability slips, and the volumes of both product (alcohol) and denaturant vary. You should require that a specific gravity be provided to insure all of these factors are looked at when this component is blended into your gasoline, and would help identify the issue of water. This is critical to control what is selling into your market and what you purchase.
FOR SPIRITUOUS LIQUOR
Most of these manufactures are producing a "Spirituous Liquor." This alcohol is monitored by the Alcohol, Tobacco and Firearms Bureau (ATFB) and the National Bureau of Standards in which everything is rated on the proof.
The following Table 7 is used as the correction of volume of these liquors to 60°F. This is in the "pure" state on 200 proof. Like the previous ADM chart, you will see at 1.000 at 60°F with .989 at 78°F correction, a typical choice. However, what you do not see is a table for the product once de-natured or any reference to clarity or potential suspended solids for quality.
If your ethanol supplier is using this chart and looking at the percentage by "proof" for the correction factor on denatured product, he is starting out with a process problem. That 5-10% inaccurate non-custody transfer meter limits his accuracy and compounds. The error as this meters repeatability slips, and the volumes of both product (alcohol) and denaturant vary. You should require that a specific gravity be provided to insure all of these factors are looked at when this component is blended into your gasoline, and would help identify the issue of water. This is critical to control what is selling into your market and what you purchase.
Blended Product
ETHANOL/GASOLINE – API TABLES
We have no blended product API correction tables specific to when you calibrate a flow meter on ethanol/gasoline products. These tables do not exist on the effect of endothermic and exothermic reaction of ethanol and gasoline once mixed. Product blended changes dramatically when first mixed together. Growth, than shrinkage once in the tank, the product settles down and you see it come back to a higher expected volume due to the vapor differences and chemical interaction. However, this change varies with head pressure, product temperature, atmospheric temperature and the tank temperature being filled. All of these factors add to the product volume swing. This is why it is critical to have a known specific gravity for each component, and temperature for each component to achieve a proper blend, that once tested is repeatable by the blending equipment.
We have no blended product API correction tables specific to when you calibrate a flow meter on ethanol/gasoline products. These tables do not exist on the effect of endothermic and exothermic reaction of ethanol and gasoline once mixed. Product blended changes dramatically when first mixed together. Growth, than shrinkage once in the tank, the product settles down and you see it come back to a higher expected volume due to the vapor differences and chemical interaction. However, this change varies with head pressure, product temperature, atmospheric temperature and the tank temperature being filled. All of these factors add to the product volume swing. This is why it is critical to have a known specific gravity for each component, and temperature for each component to achieve a proper blend, that once tested is repeatable by the blending equipment.
Ethanol Product Quality Guarantee
Again, we see the issue of what you are actually receiving by delivery versus what you expect for your blending into gasoline products. Alcohol, by its very nature collects water, which changes the specific gravity, and can change the blend quality.
When you prepare a contract to purchase your ethanol, the specific gravity you have agreed upon and water content should be called out. Many suppliers think a 5-10% stipulation is fine. This gives the suppliers a wide range to supply and can impact your blend tolerances.
Next, be sure to investigate how you will be receiving this product. Will your supplier deliver it to you via rail car, truck or vessel? This should than be called out "by" clean tanks, for your receipt.
If you contract your own receipt, it is critical you remember – once the "pure" ethanol leaves the facility, it goes into a tank truck, rail car or vessel. These tanks could have previously been hauling molasses, additive, gas oil, or any number of things. The one thing ethanol will do for that tank is clean it and clean it very well. It is quite possible for a trucking company to send the "next available" out for pick-up and you will receive a contaminated load of ethanol.
When you prepare a contract to purchase your ethanol, the specific gravity you have agreed upon and water content should be called out. Many suppliers think a 5-10% stipulation is fine. This gives the suppliers a wide range to supply and can impact your blend tolerances.
Next, be sure to investigate how you will be receiving this product. Will your supplier deliver it to you via rail car, truck or vessel? This should than be called out "by" clean tanks, for your receipt.
If you contract your own receipt, it is critical you remember – once the "pure" ethanol leaves the facility, it goes into a tank truck, rail car or vessel. These tanks could have previously been hauling molasses, additive, gas oil, or any number of things. The one thing ethanol will do for that tank is clean it and clean it very well. It is quite possible for a trucking company to send the "next available" out for pick-up and you will receive a contaminated load of ethanol.
Product Quality Assurance on Receipt
You know you contracted a pure load of ethanol, you contracted a clean carrier tank, but you still want to be sure of what you are receiving. It will be impossible to take a lab sample to test every load before it is dropped at your facility before you put it in your tank, but you could put a Slip Stream + Density monitor on your line to the tank. This is recommended for monitoring each batch continuously, with a signal in your control room to alarm if the density of the ethanol being received is out of tolerance.
If you are already taking a tank lab sample, you could incorporate this procedure if an alarm is sounded to identify if you are "off spec." Ethanol is contaminated either by an unknown product or by water, in which case you could protect your blended gasoline quality.
If you are already taking a tank lab sample, you could incorporate this procedure if an alarm is sounded to identify if you are "off spec." Ethanol is contaminated either by an unknown product or by water, in which case you could protect your blended gasoline quality.
Offshore Alcohol Issues
Due to the size of the demand for ethanol here in the United State, and most urgently in California, we have seen the foreign market supply considered. For instance, Brazil is a huge manufacturer of sugar cane alcohol. They use it as fuel, but have a very different product than the ADM corn-based supply. In Brazil they actually run the product through a pipeline, but it is critical that they follow each batch with diesel and keep the pipeline packed whenever possible in diesel to protect their equipment from the aggressive nature of alcohol. Brazil also uses corrosion-inhibitor additives, flow improvers, to try to lessen the drag due to the product (dryness). All this than becomes part of the "product."
Alcohol sold as 100% neat alcohol - again once it is loaded onto a ship, what the tank had in it previously also becomes part of this load. Another factor effects the quality, the condensate and water inherent to the product while being transported or the solids it picks up from the clean tank, it will increase rouge contamination.
In the above case, you should monitor all these large deliveries by lab sample and continuous + density slip stream equipment.
Once you have the tanker at your dock, you usually will need to denature it with 5% low sulfur, low octane gasoline. However, some customers might want to look at what is already in that "pure" Brazilian alcohol, and adjust the denaturant accordingly. Because the Bureau of Alcohol, Tobacco and Firearms controls it, you must poison the load before receipt, and have records to prove it. This paper trail might best be considered before you try to "adjust" the received alcohol product.
To denature this product, the gasoline is injected into the off load stream on the way to the tank. Due to the volume, a typical cc injector of additive is too small, but the principle is very similar. + Micro Blenders® or + Mini Pak® Injectors can be placed to receive a signal from you off loading Custody Transfer Meter and inject a paced volume previously set of gasoline to obtain this denatured requirement of 5%.
This equipment could also be placed, if desired, in a self-pacing mode to pump in a pre-specified volume every minute until the maximum pre-determined volume or time was reached. The best feature of this automated system is its ability to report the volume of denaturant supplied. If a Custody Transfer Meter is used, the actual totals of both alcohol and denaturant are available to your control system which monitor any alarms via RS 485 and print these totals to prove by batch your compliance.
When a facility is checking the density of product being supplied to them, this safeguard assures the proper denaturant and amounts are within your product tolerance, you will be certain you have a clean, blendable ethanol, and confidence your product will meet the required quality.
Alcohol sold as 100% neat alcohol - again once it is loaded onto a ship, what the tank had in it previously also becomes part of this load. Another factor effects the quality, the condensate and water inherent to the product while being transported or the solids it picks up from the clean tank, it will increase rouge contamination.
In the above case, you should monitor all these large deliveries by lab sample and continuous + density slip stream equipment.
Once you have the tanker at your dock, you usually will need to denature it with 5% low sulfur, low octane gasoline. However, some customers might want to look at what is already in that "pure" Brazilian alcohol, and adjust the denaturant accordingly. Because the Bureau of Alcohol, Tobacco and Firearms controls it, you must poison the load before receipt, and have records to prove it. This paper trail might best be considered before you try to "adjust" the received alcohol product.
To denature this product, the gasoline is injected into the off load stream on the way to the tank. Due to the volume, a typical cc injector of additive is too small, but the principle is very similar. + Micro Blenders® or + Mini Pak® Injectors can be placed to receive a signal from you off loading Custody Transfer Meter and inject a paced volume previously set of gasoline to obtain this denatured requirement of 5%.
This equipment could also be placed, if desired, in a self-pacing mode to pump in a pre-specified volume every minute until the maximum pre-determined volume or time was reached. The best feature of this automated system is its ability to report the volume of denaturant supplied. If a Custody Transfer Meter is used, the actual totals of both alcohol and denaturant are available to your control system which monitor any alarms via RS 485 and print these totals to prove by batch your compliance.
When a facility is checking the density of product being supplied to them, this safeguard assures the proper denaturant and amounts are within your product tolerance, you will be certain you have a clean, blendable ethanol, and confidence your product will meet the required quality.
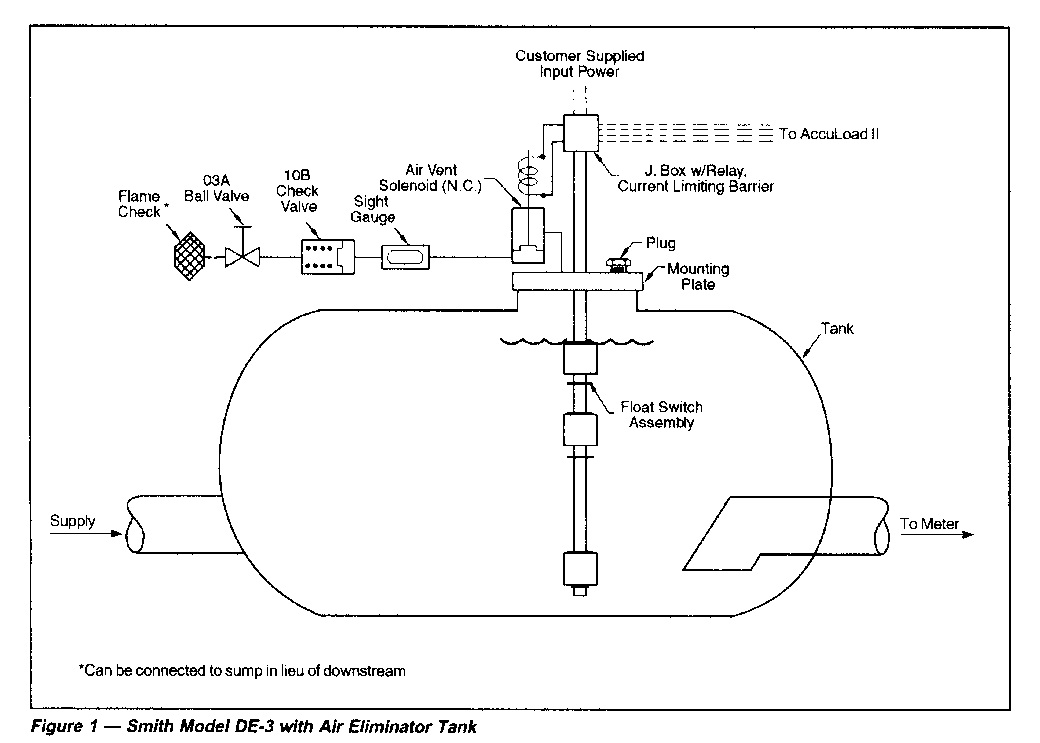
Figure 6
Air Elimination - Off Loading Ethanol
Custody Transfer Meters cannot tell the difference between product and air. If you want to have an accurate measurement of the liquids when you off-load, you must get rid of the air. If it is a small quantity, you can mount an Air Eliminator Head on top of a strainer, but this is only for small amounts not entrained or rushes from dry line starts.
These large volumes of air can be introduced by a truck off-loading, leaving a pump on once empty. Or in the case of a rail car off-load, having several cars dropping into a single line and once empty introducing an air source. In these cases, it is recommended you use an Air Eliminator, sized not by the gallons of product only to be handled, but the quantity of entrained air (dependent often on viscosity of the product), vapor of product being handled, and those potential outside sources introducing slugs of air into the system.
You will also be protecting the meter with this air elimination, avoiding over speed to the meter by air hitting it. Similar to a baseball hitting a window, it will break at some point.
The Air Eliminators are built to act in several ways with large air quantities. Baffles are placed in the vessel to run the air up through clearing at the top, out through a head with either mechanical float style or electric, releasing it into the air line down stream (past) the meter on the way to the product tank, or the air can be handled by the vapor recovery unit.
In some cases, multiple heads are mounted at the top of the vessel to get this air out quickly and most efficiently. Some designs called + Petro-gard specifically, handle this process where a valve controls the flow and works in conjunction with the Air Eliminator head to insure the flow meter see as little air as possible for accurate measurement and performance.
These large volumes of air can be introduced by a truck off-loading, leaving a pump on once empty. Or in the case of a rail car off-load, having several cars dropping into a single line and once empty introducing an air source. In these cases, it is recommended you use an Air Eliminator, sized not by the gallons of product only to be handled, but the quantity of entrained air (dependent often on viscosity of the product), vapor of product being handled, and those potential outside sources introducing slugs of air into the system.
You will also be protecting the meter with this air elimination, avoiding over speed to the meter by air hitting it. Similar to a baseball hitting a window, it will break at some point.
The Air Eliminators are built to act in several ways with large air quantities. Baffles are placed in the vessel to run the air up through clearing at the top, out through a head with either mechanical float style or electric, releasing it into the air line down stream (past) the meter on the way to the product tank, or the air can be handled by the vapor recovery unit.
In some cases, multiple heads are mounted at the top of the vessel to get this air out quickly and most efficiently. Some designs called + Petro-gard specifically, handle this process where a valve controls the flow and works in conjunction with the Air Eliminator head to insure the flow meter see as little air as possible for accurate measurement and performance.
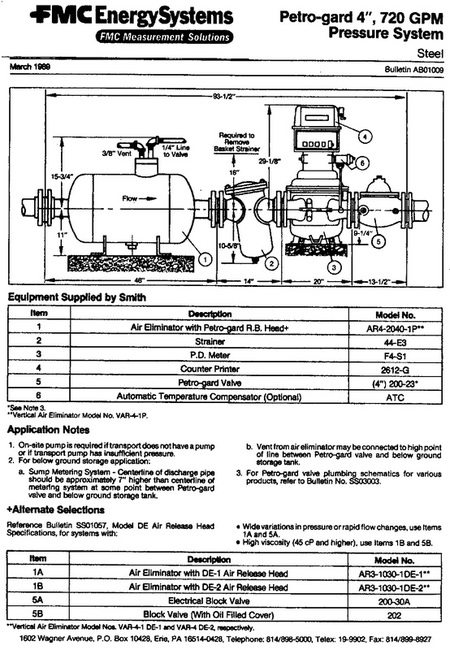
Figure 7
Safety When Off-Loading Ethanol
Ethanol is a hazardous chemical with a flammable liquid rating. All electrical equipment should be explosion-proof and grounding protection is recommended for truck and rail car. In the past, rail cars have been overlooked as a grounding issue, but they are now being handled the same as trucks. In place of the Truck WOGA (Western Oil Gas Association), blue poly connector or ground bolt, a clamp design is used and wired back to the grounding monitor through an explosion-proof junction box and cable. You may choose to wire this to your permissive pump circuit to go/no go operation until the connection is complete.
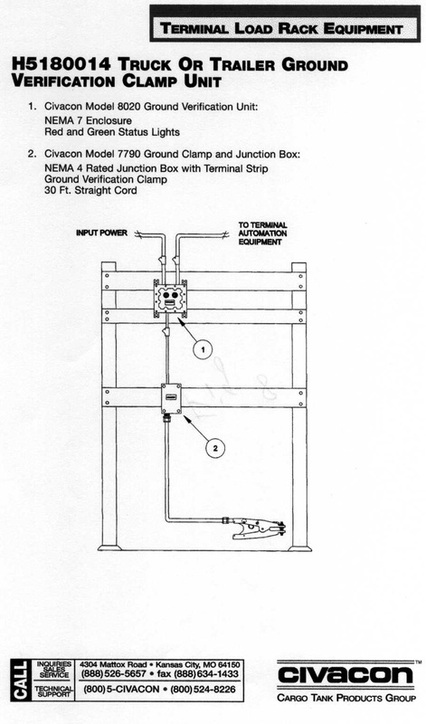
Figure 8
Hose, Couplers and Arms
Many new designs in couplers are available to insure a dripless design. Hoses of a more flexible, lighter weight composite material are often chosen to lighten the burden of "walking" the product off-load hose and connector. In some cases, the option of a fire safe cover is incorporated into the composite hose that allows the hose to vent off and not "melt" in a fire. Allowing the product to burn away without adding fuel to the problem is very attractive on ship off-loading; there is no product in the water to spread any danger.
Rail car off-loading with hoses is common, but with the volume of cars to be handled, the horizontal paragraph-style loading arm to fit under a rail car for off-loading becomes very attractive for speed and injury consideration. Rail cars come in all different sizes, so the flexibility and ease of operation is critical to insure a simple, easy connection.
Rail car off-loading with hoses is common, but with the volume of cars to be handled, the horizontal paragraph-style loading arm to fit under a rail car for off-loading becomes very attractive for speed and injury consideration. Rail cars come in all different sizes, so the flexibility and ease of operation is critical to insure a simple, easy connection.
Inventory Control
Getting the correct volume numbers is critical for systems in order to monitor loss/gains and leak detection. With this in mind, you should look at your system, look at where you take your totals, and how you apply your compensated total product volumes. The actual point where you take this product temperature versus the location of your measurement device can vary greatly on ethanol blended product.
Effects of Temperature
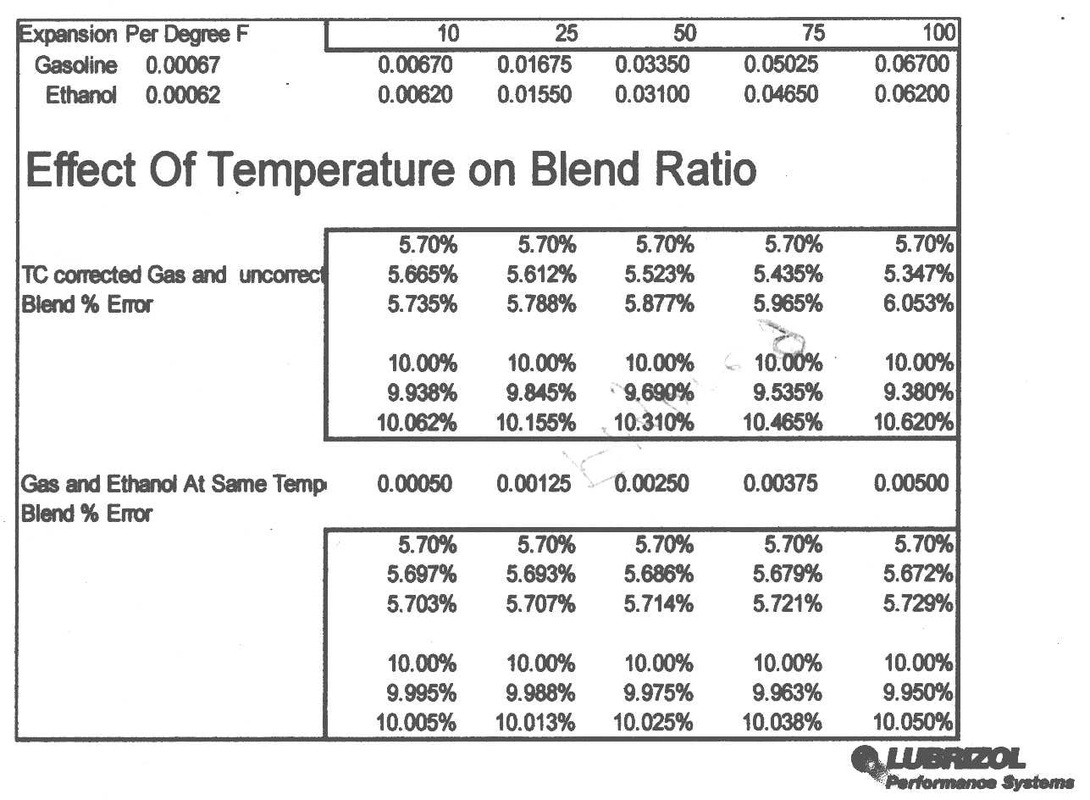
Figure 9
This chart shows the effects of temperature and what you should watch for in your system with regard to actual inventory.
As you will note, the Product Expansion Per Degree F, change between gasoline and ethanol runs fairly close over a 10º F shift/25º F shift, but it becomes very different when you look at the blend ratio.
Example:
A Temperature Compensated (TC) Gas and the un-temperature compensated ethanol, the percent of error grows dramatically between 10 and 25 degrees F, a common morning to evening change in the course of a day.
If you were using this temperature compensated delivered volume and the non-compensated ethanol, this error would compound over the course of a day, week, and month. You will be looking all over for this product. If it's hot, you think it is vapor gain or cold the question of leaks and you start checking by proving the meters.
But look at the gas and ethanol, at the same temperature your blend % of error, and your inventory will be close enough to actually know what your real totals are. Remember, if you compensate your product in your inventory reconciliation, do the same with your ethanol. Be sure you use the temperature point closest to the meter you are using to do the inventory count, not a tank temperature. Entered incorrectly against a corrected meter temperature, you will have the number, but not the true volume. If you run a gross volume inventory system, be sure you are using gross numbers from your electronic preset on all blend components for the "real" volume, against your tank totals, a common problem.
As you will note, the Product Expansion Per Degree F, change between gasoline and ethanol runs fairly close over a 10º F shift/25º F shift, but it becomes very different when you look at the blend ratio.
Example:
A Temperature Compensated (TC) Gas and the un-temperature compensated ethanol, the percent of error grows dramatically between 10 and 25 degrees F, a common morning to evening change in the course of a day.
If you were using this temperature compensated delivered volume and the non-compensated ethanol, this error would compound over the course of a day, week, and month. You will be looking all over for this product. If it's hot, you think it is vapor gain or cold the question of leaks and you start checking by proving the meters.
But look at the gas and ethanol, at the same temperature your blend % of error, and your inventory will be close enough to actually know what your real totals are. Remember, if you compensate your product in your inventory reconciliation, do the same with your ethanol. Be sure you use the temperature point closest to the meter you are using to do the inventory count, not a tank temperature. Entered incorrectly against a corrected meter temperature, you will have the number, but not the true volume. If you run a gross volume inventory system, be sure you are using gross numbers from your electronic preset on all blend components for the "real" volume, against your tank totals, a common problem.
Ethanol Blending into Gasoline
You have several blending options to consider for your facility operation. Budget and use of as much existing equipment as possible. This will play a large role in your decision.
Off-Rack Blending - Prior to the Load Rack
In some cases, you might be able to achieve your ethanol blend requirement with very little interruption to the existing loading process. You would install on the product line to the rack, a meter mounted on a skid with it acting as a "wild stream" not controlled flow pulser wired to a blend controller that would control a smaller meter and valve, pacing the larger meter with the proper 5.7% volume of ethanol as it delivers to the load rack.
If you have a very large flow rate swing, like the (low flow start) volume of 150 gpm, and a multiple arm delivery rate of several meters running at high flow, a special "staged" electronics package would be necessary to add the second metered system input to meet this higher maximum flow rate. This second system would be used to achieve these rates as necessary.
Example:
A single load position would need a typical range of (low flow start) volume of 150 gpm to 600 gpm max. But, if you have a load lane with 4 delivery positions, you would need coverage for 150 gpm on one single to all 4 positions, loading at 600 gpm max for a blend necessity of 2400 gpm's. This would not be possible through a single meter accuracy range, but very doable when a staged system is applied.
If you have a very large flow rate swing, like the (low flow start) volume of 150 gpm, and a multiple arm delivery rate of several meters running at high flow, a special "staged" electronics package would be necessary to add the second metered system input to meet this higher maximum flow rate. This second system would be used to achieve these rates as necessary.
Example:
A single load position would need a typical range of (low flow start) volume of 150 gpm to 600 gpm max. But, if you have a load lane with 4 delivery positions, you would need coverage for 150 gpm on one single to all 4 positions, loading at 600 gpm max for a blend necessity of 2400 gpm's. This would not be possible through a single meter accuracy range, but very doable when a staged system is applied.
Flow Rate Calculations
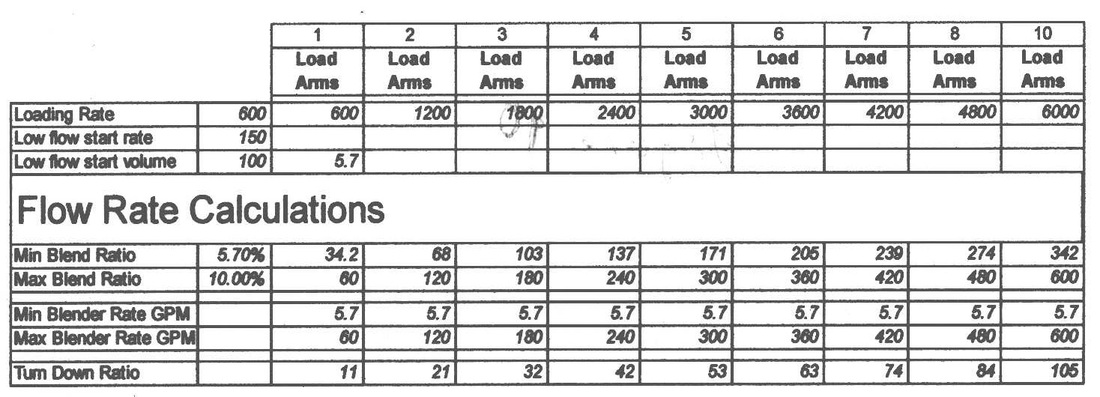
Figure 10 - This chart shows how a blender could be sized for 1 to 10 loading arms.
Typical Mid Grade Fuel Header Blender
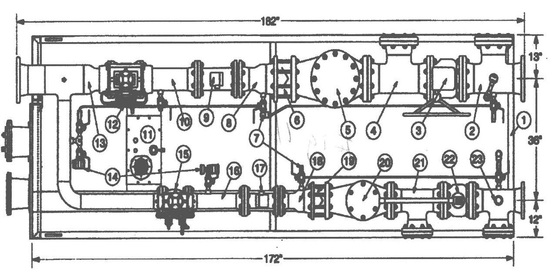
Figure 11 - This drawing shows what this type of blender could look like.
PRO/CONS - Off Rack Blenders
Pros
For this design is simplicity. You order a skid to be manufactured to meet your present rack requirements as known. It arrives; you make a single tie into your rack product line. Take the communications, if desired, back to your control system and you are in business.
Cons
This is a single point blender. If it has problems, you are down without a choice until it is repaired. To counter this downtime issue you could have a redundant system, but you lose your cost advantage with this solution.
This design will be to today's requirement, and would have to be reviewed to allow changes in blend or additional delivery (growth).
For this design is simplicity. You order a skid to be manufactured to meet your present rack requirements as known. It arrives; you make a single tie into your rack product line. Take the communications, if desired, back to your control system and you are in business.
Cons
This is a single point blender. If it has problems, you are down without a choice until it is repaired. To counter this downtime issue you could have a redundant system, but you lose your cost advantage with this solution.
This design will be to today's requirement, and would have to be reviewed to allow changes in blend or additional delivery (growth).
Small Foot Print Design
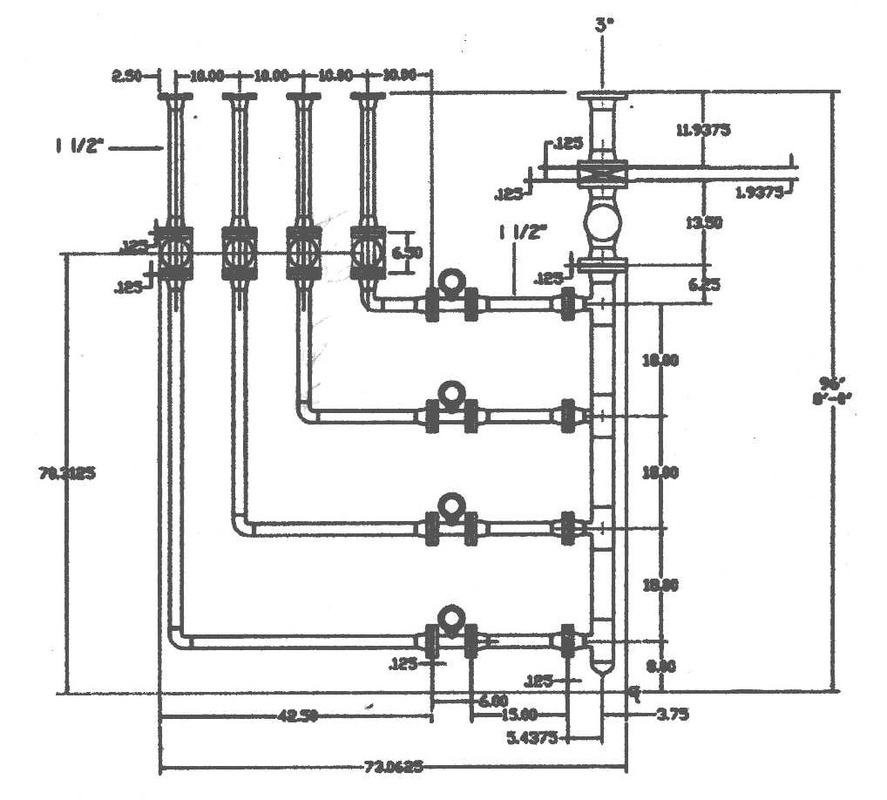
Figure 12A
Ratio Blending Stand Alone on the Load Rack
This is by far the most popular design either utilizing the existing electronic presets and adding a stand alone per arm meter, control valve check valve and isolation valve, all piped to a single ethanol product supply header.
This ratio blending design is more expensive due to additional equipment, but can be easily justified in its flexibility of rack design, either vertical or horizontal, with minimum disruption to regular loading, since it can be skid mounted and wired prior to rack placement, leaving electronic tie-in and teeing into each loading arm flow prior to the loading arm.
This ratio blending design is more expensive due to additional equipment, but can be easily justified in its flexibility of rack design, either vertical or horizontal, with minimum disruption to regular loading, since it can be skid mounted and wired prior to rack placement, leaving electronic tie-in and teeing into each loading arm flow prior to the loading arm.
6-Pak Ethanol Blender Skid
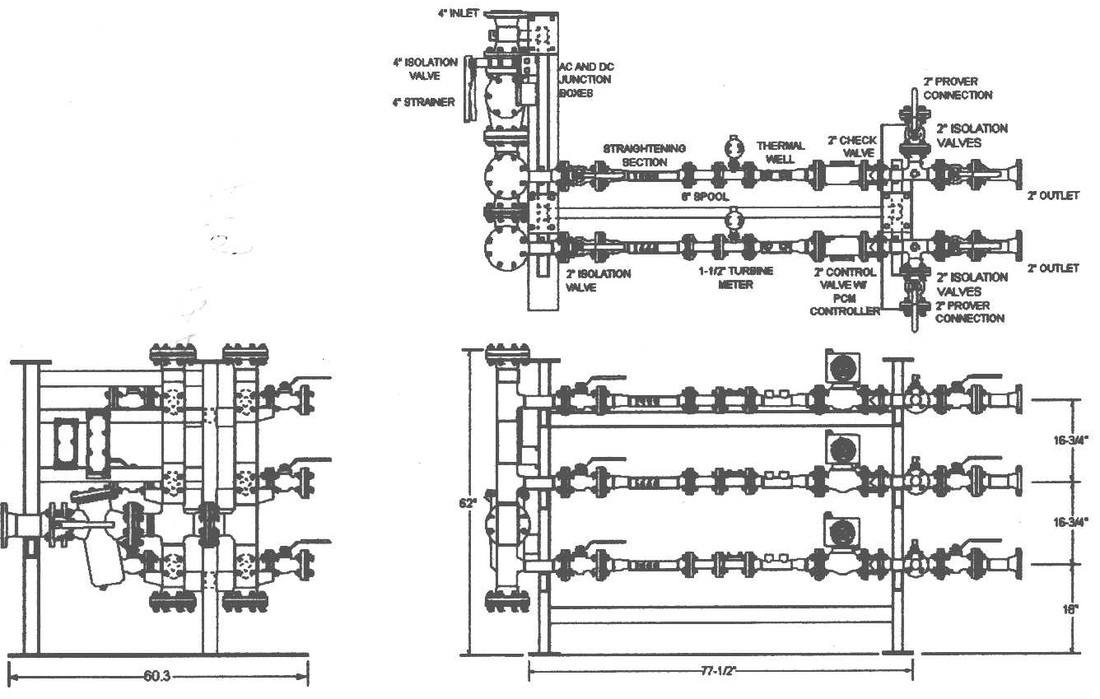
Figure 12B
Electronic Control Options
+ MICRO BLENDERS® PER ARM OPTION
If you presently are loading unleaded, mid-grade and super across your load rack with existing recipee's, and controlled by an existing system, but you need to add a 5.7% ethanol to each arm component, you could choose this option. + Micro Blenders® utilize the previous meter skid design, but incorporates a flow control valve mounted with a microprocessor controller that paces through the 1.5" or 2" turbine meter, controls flow of the ethanol blending into the product load arm. This unit would be wired either from the pulse output of the control preset, or directly to the product delivery meter. The solution is simple and could be communicated via RS 485 to get verification of the ethanol and product volume delivery with alarm monitoring.
This is a very flexible option. Some disruption would be necessary to bring over the ethanol product to the blender skid header, but a lane-by-lane schedule could be accommodated to a very busy terminal.
Pros
Stand Alone Design – If you lose any one component, you lose only that arm. Flexibility – you only do what you can by lane or by arm tying in as best time available. No reprogramming to change existing recipee's or loading practices.
Cons
Do you have the room for the equipment on your load rack? Will separating the system between blended and regular meet your overall accounting desires? This is not as flexible as a total all product blendable system.
If you presently are loading unleaded, mid-grade and super across your load rack with existing recipee's, and controlled by an existing system, but you need to add a 5.7% ethanol to each arm component, you could choose this option. + Micro Blenders® utilize the previous meter skid design, but incorporates a flow control valve mounted with a microprocessor controller that paces through the 1.5" or 2" turbine meter, controls flow of the ethanol blending into the product load arm. This unit would be wired either from the pulse output of the control preset, or directly to the product delivery meter. The solution is simple and could be communicated via RS 485 to get verification of the ethanol and product volume delivery with alarm monitoring.
This is a very flexible option. Some disruption would be necessary to bring over the ethanol product to the blender skid header, but a lane-by-lane schedule could be accommodated to a very busy terminal.
Pros
Stand Alone Design – If you lose any one component, you lose only that arm. Flexibility – you only do what you can by lane or by arm tying in as best time available. No reprogramming to change existing recipee's or loading practices.
Cons
Do you have the room for the equipment on your load rack? Will separating the system between blended and regular meet your overall accounting desires? This is not as flexible as a total all product blendable system.
On Load Rack All or Some Product Blending
EITHER SEQUENTIAL / RATIO
Here you have to make a decision, and it is an important one. How flexible do you have to be to supply your customers? How important is your flexibility as compared to the cost, how much down time (loss of rack delivery) can your facility accept?
First, the industry's most popular design is the use of the Electronic Preset Controllers because of the flexibility, but which one ratio or sequential?
Here you have to make a decision, and it is an important one. How flexible do you have to be to supply your customers? How important is your flexibility as compared to the cost, how much down time (loss of rack delivery) can your facility accept?
First, the industry's most popular design is the use of the Electronic Preset Controllers because of the flexibility, but which one ratio or sequential?
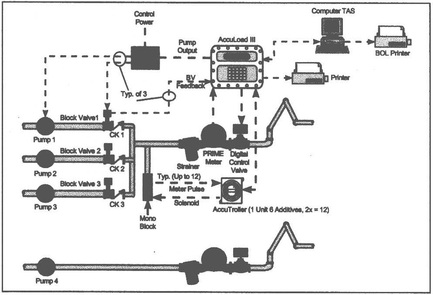
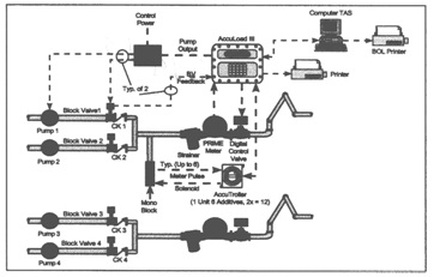
Figure 13 - +Accuload III Sequential Electronic Preset Controller
This unit has a preset recipee that controls the on/off pump signals, open/closes the product valves, reads the (1) single meter pulse, but selects the corresponding (K-factor) by recipee matching the product chosen. This K-factor, by product, is the pulse to unit volume that will vary by the specific gravity of each product. The product is "layered" into the delivery truck starting with the lowest octane (ethanol) than finishing with the highest octane product insuring the arm is packed to the highest octane level for the next load security of blend.
Example:
A driver asks for 1000 gallons of mid-grade gasoline. The preset recipee would turn on the lowest octane product pump, open the product valve, select and apply that product K-factor, and deliver with low flow start into hi flow, the proper predetermined volume to obtain that 1000 gallon blend. This same process would repeat using the ethanol, and finally the highest, octane product. Remember, this would be customer specific recipee, including the additive control.
Pros
One big one. Less expensive to install – you need less equipment.
Cons
Time – you are in and out of the low flow start/stop on each product, except the small quantity of ethanol. This can pose a problem when you are using turbine flow meters and marginal pumps not maintaining an even pressure profile to the blend meter. Thus, causing you to be below the accurate linear curve of low flow start and more often introducing possible error to your blend.
If your customer driver has a retained product in his tank, you will have no choice but pump-off to Transmix when dome out without getting to the end of the proper product delivery. This would also be necessary, if during the blend process you lose a pump or my favorite, the driver enters wrong volume requested and doesn't catch it. He than stops the loading and tries to correct his error, again usually causing a "pump off" situation.
The fact with all of these scenarios is that they are costly to operations. It was a cheaper installed cost, but a higher operating cost overall, particularly when you consider the cycling of the pumps, motors, valves, and control valve solenoids, causing additional maintenance and in the case of the solenoids, an "overfill" risk.
Another consideration is the quality of a layered blend. You rely on a rough road truck mixing or the station drop to insure a good blend of product, not necessarily the quality inspectors' idea of a good option.
Example:
A driver asks for 1000 gallons of mid-grade gasoline. The preset recipee would turn on the lowest octane product pump, open the product valve, select and apply that product K-factor, and deliver with low flow start into hi flow, the proper predetermined volume to obtain that 1000 gallon blend. This same process would repeat using the ethanol, and finally the highest, octane product. Remember, this would be customer specific recipee, including the additive control.
Pros
One big one. Less expensive to install – you need less equipment.
Cons
Time – you are in and out of the low flow start/stop on each product, except the small quantity of ethanol. This can pose a problem when you are using turbine flow meters and marginal pumps not maintaining an even pressure profile to the blend meter. Thus, causing you to be below the accurate linear curve of low flow start and more often introducing possible error to your blend.
If your customer driver has a retained product in his tank, you will have no choice but pump-off to Transmix when dome out without getting to the end of the proper product delivery. This would also be necessary, if during the blend process you lose a pump or my favorite, the driver enters wrong volume requested and doesn't catch it. He than stops the loading and tries to correct his error, again usually causing a "pump off" situation.
The fact with all of these scenarios is that they are costly to operations. It was a cheaper installed cost, but a higher operating cost overall, particularly when you consider the cycling of the pumps, motors, valves, and control valve solenoids, causing additional maintenance and in the case of the solenoids, an "overfill" risk.
Another consideration is the quality of a layered blend. You rely on a rough road truck mixing or the station drop to insure a good blend of product, not necessarily the quality inspectors' idea of a good option.
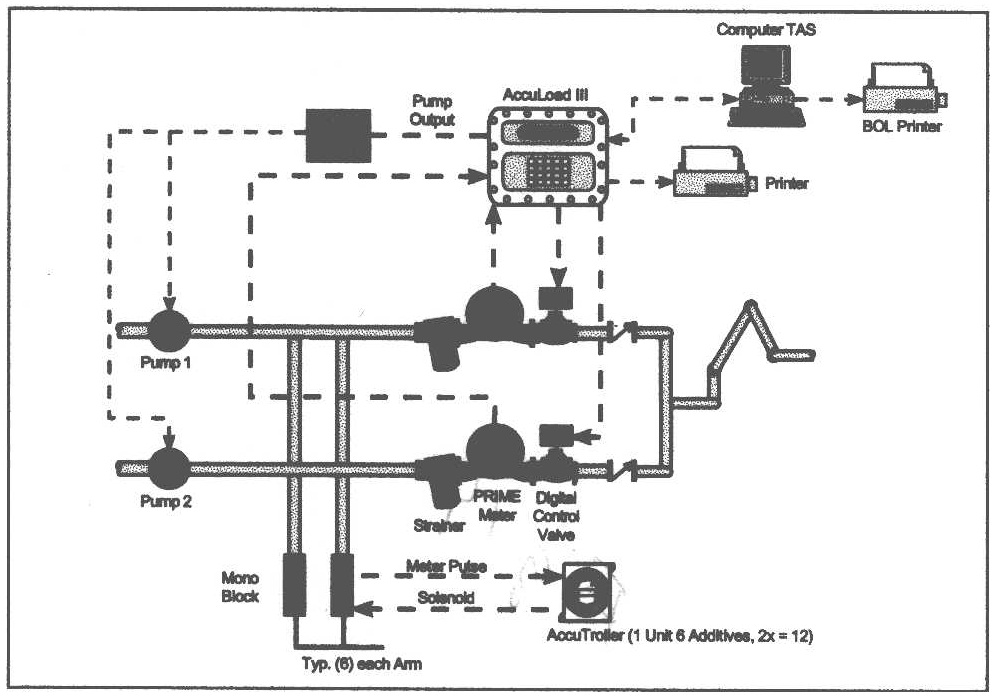
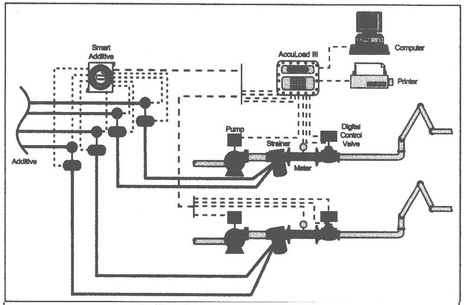
Figure 14
Electronic Preset Ratio Blending
While the costliest option, it is also the most flexible. This option should be considered whenever you want to be able to deliver multiple products with the option of multiple blends. For instance, you could have two customers loading at your facility, but the recipee for their product is different, one 5.7% ethanol and their additive, another at 6.2%, and a different additive. You would have total flexibility with the following system.
Example:
You could have a single arm piped to a header with all product valves, pump start, dedicated meters, control valves for low octane product high octane and ethanol.
Ethanol, High Octane Product.
Driver 1 comes to this arm, connects to compartment #1 and enters the requested product name, mid-grade on the electronic preset with the volume. The ratio control begins by the electronic preset turning on the product pumps, opens the valves and monitors the product delivery through the individual meters and controls the delivery valves, insuring a simultaneously ratio blended product is flowing into that #1 compartment with the proper quantity of additive.
Using the low flow start and shut down only one time per blend, maintaining the pressure profile to achieve an accurate linear flow rate (less error) less cycling time.
Same driver 1 attaches the same arm to compartment #2. This time he only wants unleaded, lower octane with ethanol. Once he enters his requested quantity, the preset repeats by recipee, the pump starts, valve control and meters are monitored to insure the blend. Once completed, he leaves the load rack with a DOT BOL that calls out the quantity of all products loaded.
Customer #2 has a driver repeat this same operation, but this time he receives a product with a completely different percentage of ethanol, additive and recipee name. Even a simple non-additized or blended product could be handled, 50 different recipee options could be mixed in a single preset. Presets are designed for single box, 1 or 2 arm, 4, arm, 6 arm, or even a 28 meter multiple arm design. Total flexibility.
Pros
Gives you all your products through each arm for best total usage for your today needs and the flexibility to change for the additional products and blends of tomorrow. Pump backs and over fills trying to "fix" an off spec load are non-existent.
If you lose a piece of equipment, pump, valve or meter, the preset automatically shuts down the load process leaving you with a deliverable "on spec" load. That arm could be bagged as out of use, but you have all products still available on your other blend arms.
Total inventory control by wiring the individual product delivery totals from the electronic preset back to the control system in either compensated or gross volumes, including the additive totals, making a monthly additive reconciliation to product volume report, very easy for the operations personnel.
Cons
Expensive – this option isn't for all facilities. It takes a lot of re-piping, wiring and down time. If your facility is a marginal performer, this type of expense is not an option, unless you could improve your customer base with flexibility.
Example:
You could have a single arm piped to a header with all product valves, pump start, dedicated meters, control valves for low octane product high octane and ethanol.
Ethanol, High Octane Product.
Driver 1 comes to this arm, connects to compartment #1 and enters the requested product name, mid-grade on the electronic preset with the volume. The ratio control begins by the electronic preset turning on the product pumps, opens the valves and monitors the product delivery through the individual meters and controls the delivery valves, insuring a simultaneously ratio blended product is flowing into that #1 compartment with the proper quantity of additive.
Using the low flow start and shut down only one time per blend, maintaining the pressure profile to achieve an accurate linear flow rate (less error) less cycling time.
Same driver 1 attaches the same arm to compartment #2. This time he only wants unleaded, lower octane with ethanol. Once he enters his requested quantity, the preset repeats by recipee, the pump starts, valve control and meters are monitored to insure the blend. Once completed, he leaves the load rack with a DOT BOL that calls out the quantity of all products loaded.
Customer #2 has a driver repeat this same operation, but this time he receives a product with a completely different percentage of ethanol, additive and recipee name. Even a simple non-additized or blended product could be handled, 50 different recipee options could be mixed in a single preset. Presets are designed for single box, 1 or 2 arm, 4, arm, 6 arm, or even a 28 meter multiple arm design. Total flexibility.
Pros
Gives you all your products through each arm for best total usage for your today needs and the flexibility to change for the additional products and blends of tomorrow. Pump backs and over fills trying to "fix" an off spec load are non-existent.
If you lose a piece of equipment, pump, valve or meter, the preset automatically shuts down the load process leaving you with a deliverable "on spec" load. That arm could be bagged as out of use, but you have all products still available on your other blend arms.
Total inventory control by wiring the individual product delivery totals from the electronic preset back to the control system in either compensated or gross volumes, including the additive totals, making a monthly additive reconciliation to product volume report, very easy for the operations personnel.
Cons
Expensive – this option isn't for all facilities. It takes a lot of re-piping, wiring and down time. If your facility is a marginal performer, this type of expense is not an option, unless you could improve your customer base with flexibility.
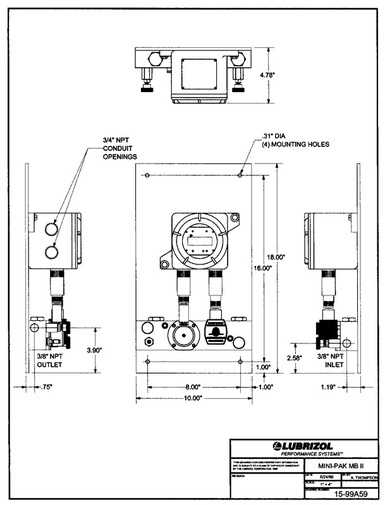
Figure 15
Typical Additive Injector
This injection equipment can be used for denaturant, corrosion inhibitor of your ethanol product, anti-static and the typical gasoline additives.
When you are designing the blend system and injection of gasoline additives on the load rack, it is important to remember not all additives are compatible with ethanol and you should never inject the gasoline additive into the ethanol delivery line, no mater how much easier it will be. It is not uncommon for the additive to ball-up when injected into ethanol and can even form a "bee-bee" of additive going through the little 1.5" turbine risking expensive damage, or a lacquer-like coating could result causing drag.
If you chose to add an anti-corrosive, or anti-static to your ethanol supply, be sure to add it on the receipt line prior to the tank, but well away from your off loading equipment. Utilize the off load meter signal output wired to the additive injector to pace and accurately add the proper quantity. The electronic injector controller could also record these volumes.
When you are designing the blend system and injection of gasoline additives on the load rack, it is important to remember not all additives are compatible with ethanol and you should never inject the gasoline additive into the ethanol delivery line, no mater how much easier it will be. It is not uncommon for the additive to ball-up when injected into ethanol and can even form a "bee-bee" of additive going through the little 1.5" turbine risking expensive damage, or a lacquer-like coating could result causing drag.
If you chose to add an anti-corrosive, or anti-static to your ethanol supply, be sure to add it on the receipt line prior to the tank, but well away from your off loading equipment. Utilize the off load meter signal output wired to the additive injector to pace and accurately add the proper quantity. The electronic injector controller could also record these volumes.
Proving Ethanol Equipment - On The Load Rack
In the past, you have had a Volumetric Tank Prover come in once a year and prove a single meter. To insure you are getting the proper blends, you should consider proving each product through it's meter and establishing the "product" meter factor. It is very important to remember when sequential operation is used. Each product specific gravity will affect the meter factor, which will affect the blend. Again, this is very sensitive to pressure, temperature and changes over the course of a day.
Most terminals proving ratio blend systems isolate each product meter and deliver a straight product to the prover and pump it back to storage, repeating for each component. Once complete, the actual blended product is proven through a Small Volume Prover placed between the load rack meters attached to the typical loading arm and through into the Delivering Tank Truck, eliminating the pump back process and the waste to Transmix.
This is done on a minimum of once a year, as required by Weights and Measures, or more often by the contract with your customers, or your own Quality Control Inspectors. In either case, proving is not an option if you must meet your own system quality standards.
As a reminder, we do not have an API correction table for ethanol oxygenated product. Gasoline uses Table 6B, ethanol uses Table 6B and mixed uses Table 6B. Your inventory control must be considered.
Most terminals proving ratio blend systems isolate each product meter and deliver a straight product to the prover and pump it back to storage, repeating for each component. Once complete, the actual blended product is proven through a Small Volume Prover placed between the load rack meters attached to the typical loading arm and through into the Delivering Tank Truck, eliminating the pump back process and the waste to Transmix.
This is done on a minimum of once a year, as required by Weights and Measures, or more often by the contract with your customers, or your own Quality Control Inspectors. In either case, proving is not an option if you must meet your own system quality standards.
As a reminder, we do not have an API correction table for ethanol oxygenated product. Gasoline uses Table 6B, ethanol uses Table 6B and mixed uses Table 6B. Your inventory control must be considered.
Proving - Loading/Unloading Meters
When you receive via rail car, truck or ship, you have many options.
Truck unloading meters are usually overlooked as a "proving" point, but if you are using it for inventory control or paying for product delivered, it is now important. You can compare the overall volume through the meter versus the "tank" gauge volume, but again, your system will decide if that is accurate enough. If you do not want to put proving connections around the off load meter, consider a "Master Meter Cart." The Master Meter Cart would be placed in line between the truck hose from the receiving meter to "check" its delivery or you can send it in for a flow calibration at a test facility, if you have a spare.
Rail car drop to storage has many options, accept the rail car Bill of Lading, as fact and receive against your tank gauge, or when you put it in a receiving system, look ahead and put in a meter to use now, or at least spool in the option for later use.
There are a lot of meters available, but remember, with truck and rail car you have varying pressures during delivery of product to the meter and a turbine meter is not your best choice due to the lack of constant pressure. A more durable design less sensitive to these surges would be best.
Ship off-loading usually monitors the pressure and controls it closely by utilizing control valves. This application is very suitable for turbine meters, often in line with provers either unidirectional, or small volume to insure accurate measurement of the high volume loads.
Truck unloading meters are usually overlooked as a "proving" point, but if you are using it for inventory control or paying for product delivered, it is now important. You can compare the overall volume through the meter versus the "tank" gauge volume, but again, your system will decide if that is accurate enough. If you do not want to put proving connections around the off load meter, consider a "Master Meter Cart." The Master Meter Cart would be placed in line between the truck hose from the receiving meter to "check" its delivery or you can send it in for a flow calibration at a test facility, if you have a spare.
Rail car drop to storage has many options, accept the rail car Bill of Lading, as fact and receive against your tank gauge, or when you put it in a receiving system, look ahead and put in a meter to use now, or at least spool in the option for later use.
There are a lot of meters available, but remember, with truck and rail car you have varying pressures during delivery of product to the meter and a turbine meter is not your best choice due to the lack of constant pressure. A more durable design less sensitive to these surges would be best.
Ship off-loading usually monitors the pressure and controls it closely by utilizing control valves. This application is very suitable for turbine meters, often in line with provers either unidirectional, or small volume to insure accurate measurement of the high volume loads.
Summary
Checklist
1. Identify Source – Quality control of Ethanol produced.
2. Contract should cover the denaturant product and percentage.
3. Request:
§ Product Proof – ATBF reporting table
§ Product specific gravity before and after denaturant.
§ Certificate or test data on water concentration when shipped.
4. Transport – Clean tankage, non-contaminated product.
5. Receipt – Consider density slip steam – continuous monitoring to insure what you are receiving.
6. Design your receiving system to eliminate air. Measure and control for accurate accounting.
7. Blending across your load rack – best option, for you.
§ Ratio
§ Sequential
§ Off Rack
8. Inventory control – Where do you take your temperature? Do you control and account by gross or net volume?
9. Accounting – Remember you have many governmental requirements. Your accurate inventory practices will help you meet these reporting and regulating demands. The equipment is available to meet these demands.
10. Proving – Remember that the meter is often the cash register and you should prove this equipment as often as necessary to guarantee your quality control and inventory practices.
11. Safety – Check to be sure grounding of truck and rail cars is incorporated into your design. Consider your actual product handling are hoses or arms, your best option for speed and injury prevention. How will your truck or rail car connections meet a no drip policy when off-loading and clearing your delivery hose.
12. Emission – Remember when you order any equipment, that you will be handling ethanol and that you advise the supplier of your application.
1. Identify Source – Quality control of Ethanol produced.
2. Contract should cover the denaturant product and percentage.
3. Request:
§ Product Proof – ATBF reporting table
§ Product specific gravity before and after denaturant.
§ Certificate or test data on water concentration when shipped.
4. Transport – Clean tankage, non-contaminated product.
5. Receipt – Consider density slip steam – continuous monitoring to insure what you are receiving.
6. Design your receiving system to eliminate air. Measure and control for accurate accounting.
7. Blending across your load rack – best option, for you.
§ Ratio
§ Sequential
§ Off Rack
8. Inventory control – Where do you take your temperature? Do you control and account by gross or net volume?
9. Accounting – Remember you have many governmental requirements. Your accurate inventory practices will help you meet these reporting and regulating demands. The equipment is available to meet these demands.
10. Proving – Remember that the meter is often the cash register and you should prove this equipment as often as necessary to guarantee your quality control and inventory practices.
11. Safety – Check to be sure grounding of truck and rail cars is incorporated into your design. Consider your actual product handling are hoses or arms, your best option for speed and injury prevention. How will your truck or rail car connections meet a no drip policy when off-loading and clearing your delivery hose.
12. Emission – Remember when you order any equipment, that you will be handling ethanol and that you advise the supplier of your application.
References
American Petroleum Institute API, Washington, D.C.
Blending and Additive Systems. Lubrizol Performance Systems, Roswell GA.
Civacon – Cargo Tank Products Group, Division of Knappco, Inc., Cincinnati, OH.
Calibron Systems, Inc. Flow Provers, Liquid Density Meters. Scottsdale, AZ.
EMCO Wheaton API Couplers, Division Styltone, Inc., Louisville, KY.
Guidebook for Handling, Storing and Dispensing Fuel Ethanol. Prepared by Argonne National Labs for U. S. Department of Energy.
Hinman, Norm. Biofuels Program Manager, National Renewable Energy Laboratory. Golden, CO.
Loading Rack Measurement, Control, Electronic Presets. FMC Energy Systems/FMC Measurement Solutions, Smith Meter Inc., Erie, PA.
National Bureau of Standards, Table 7. Spirituous Liquors – Alcohol, Tobacco and Firearms Bureau, Washington, D.C.
New Fuels & Vehicles Report. Washington, D.C.
Sulcarnova Wquipamentos E Instrument Acao LTDA, Rio De Janeiro, RJ – Brazil.
Blending and Additive Systems. Lubrizol Performance Systems, Roswell GA.
Civacon – Cargo Tank Products Group, Division of Knappco, Inc., Cincinnati, OH.
Calibron Systems, Inc. Flow Provers, Liquid Density Meters. Scottsdale, AZ.
EMCO Wheaton API Couplers, Division Styltone, Inc., Louisville, KY.
Guidebook for Handling, Storing and Dispensing Fuel Ethanol. Prepared by Argonne National Labs for U. S. Department of Energy.
Hinman, Norm. Biofuels Program Manager, National Renewable Energy Laboratory. Golden, CO.
Loading Rack Measurement, Control, Electronic Presets. FMC Energy Systems/FMC Measurement Solutions, Smith Meter Inc., Erie, PA.
National Bureau of Standards, Table 7. Spirituous Liquors – Alcohol, Tobacco and Firearms Bureau, Washington, D.C.
New Fuels & Vehicles Report. Washington, D.C.
Sulcarnova Wquipamentos E Instrument Acao LTDA, Rio De Janeiro, RJ – Brazil.


